Analyzing Shrinkage Porosity in Castings: How Product Structure and Gating System Design Impact Quality
Explore how casting structure and gating system design influence shrinkage defects, with practical improvement suggestions based on a real-world example from a hardware product.
heweifeng
1/31/20263 min read


Analyzing Shrinkage Porosity in Castings: How Product Structure and Gating System Design Impact Quality
In today's discussion, we will examine a typical shrinkage defect in a hardware casting product to analyze how casting structure and gating system design contribute to such issues, along with recommended improvements.
We have repeatedly emphasized in previous articles the importance of casting structure—essentially, whether a product is suitable for the casting manufacturing method. Generally, the first step after receiving a product design is to analyze its castability. While this step is crucial, it is often overlooked by many foundries. This oversight typically stems from two reasons: insufficient professional knowledge in casting or lack of practical experience among practitioners.
For example, consider the two photos below:
Figure 1: Casting with a narrow slot structure.
Figure 2: Localized hot spot in a casting.
The structure shown in Figure 1 is clearly problematic for investment casting. First, shell-making becomes difficult, both during operation and drying. Second, heat dissipation is hindered—once the shell is sealed, the area becomes a hot spot. Without proper feeding, shrinkage porosity will likely occur, yet adding a feeding gate here is challenging.
Although the structure in Figure 2 appears relatively sound, such isolated hot spots still complicate gating system design, often leaving engineers unsure how to proceed.
In such cases, the first step should be discussing possible structural adjustments with the client. This foundational work is essential for ensuring smooth subsequent casting processes and should never be underestimated. Typically, clients will agree to adjustments as long as the product's functionality remains unaffected—especially since our goal is to improve product quality. Even if the client cannot modify the design, understanding their constraints helps us develop targeted solutions for inherent structural issues.
Unfortunately, many skip this step, allowing potential problems to carry forward. The product we are discussing today is a prime example. The initial structural analysis was neglected, and the gating system was designed using the simplest approach—predictably leading to defects.
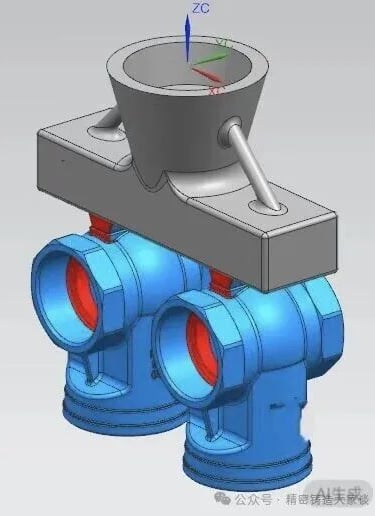
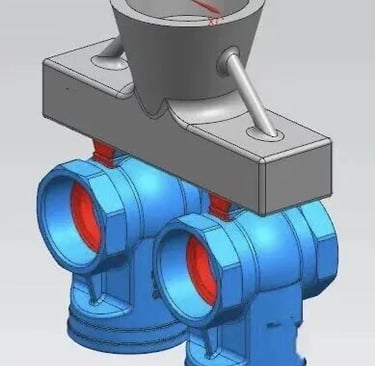
Figures 3 and 4 illustrate the product and its gating system design, along with the defect location.
Although the product is not particularly complex, it contains a local hot spot. This hot spot is not only geometric but also becomes more severe after shell-making: as an inner corner, the shell thickness here increases, creating an additional physical hot spot and amplifying the original issue. Consequently, what might not have required special feeding initially now demands feeding measures.
Furthermore, the gating system was designed for simplicity, with no consideration for feeding. As a result, over 80% of the castings exhibit shrinkage porosity.
Some attempts were made to mitigate the issue: wrapping the gate neck with cotton, wetting the bottom before pouring, and placing the casting on an iron rack after pouring. Yet the defect rate remained above 80%. Why?
Wrapping the gate neck did not establish a feeding channel toward the hot spot, which was located within a uniform wall section.
Wetting the bottom only partially addressed the problem.
Placing the casting on an iron rack enhanced cooling but did not enable effective feeding or rapid solidification.
Can this problem be solved? Absolutely.
Any shrinkage issue can be resolved—it simply depends on whether the effort is made. For this product, minor modifications to the gate structure could virtually eliminate the shrinkage defects. Alternatively, redesigning the gating system would also work, as the defect follows a predictable pattern. The most challenging defects to address are irregular, random ones, such as slag inclusions or black spots.
Conclusion
Product structure is critical. Before designing the gating system, a thorough castability analysis must be conducted. If the structure is not casting-friendly, modifications should be requested from the client. If changes are not possible, the casting process must be carefully designed to compensate.
Casual process design leads to inconsistent product quality. There are no shortcuts—only diligent, thoughtful engineering ensures reliable results.






Quality
Precision manufacturing for diverse industrial applications.
Services
Products
393055590@qq.com
+8615912702921