Investment Casting Shell Defects: Causes & Fixes for Carbon Residue (Soot) After Burnout
Carbon residue (soot) inside fired ceramic shells is a common investment casting defect that leads to rough casting surfaces and gas holes. This guide explains why it happens—poor dewaxing, insufficient burnout—and provides practical solutions, including optimized gating design, secondary dewaxing techniques, and adjusted burnout parameters. Learn how to prevent and eliminate shell soot to improve your final casting quality.
heweifeng
1/26/20263 min read


Investment Casting Shell Defects: Causes & Fixes for Carbon Residue (Soot) After Burnout
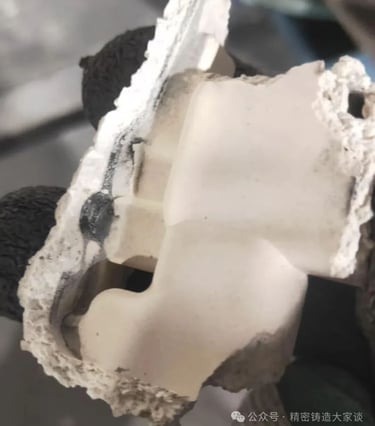
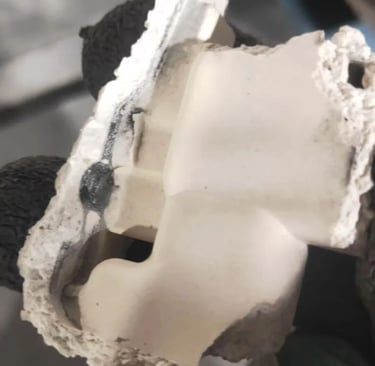
What is the impact on castings if the shell looks like this after burnout? The user sent me two photos, shown as Figure 1 and Figure 2.
The shell was fired for 90 minutes, but upon breaking it open, carbon residue (soot) was found inside. Why did this happen?
Figure 1: Carbon residue inside the shell.
Figure 2: Dark carbon soot inside the shell.
This situation is actually quite common in investment casting. It mainly occurs when the gating system design does not allow complete wax drainage during dewaxing—sometimes due to part geometry constraints—resulting in residual wax inside the shell. If the subsequent burnout is insufficient, that residual wax carbonizes and turns into soot.
While some wax loss during dewaxing and recycling is normal with medium-temperature wax, special part geometries can lead to higher残留. If not cleaned thoroughly and followed by inadequate burnout, negative effects on the final casting surface are almost certain.
Why does wax get trapped during dewaxing?
This usually happens when a section of the cavity is positioned lower than the ingate, preventing wax from flowing out freely.
Why is burnout insufficient?
Several reasons:
The shell is too thick and cannot be fully fired through in a short time—any residual wax may then turn to soot.
The burnout temperature is too low.
The burnout time is too short—as in this case where 90 minutes was not enough.
Insufficient oxygen in the burnout furnace prevents complete combustion of the carbon.
So, are there solutions? Yes.
Let’s start with dewaxing.
To solve the problem fundamentally, improvements must be made at the cluster design and gating stage.
For areas prone to poor wax drainage, consider adding wax-drain channels that can be opened before dewaxing and sealed afterward.
Another method is secondary dewaxing:
After the first dewaxing cycle, remove the shell, flip it 180° (pouring cup facing up), fill it completely with tap water, and return it to the autoclave.
Run the dewaxing cycle again (170–180°C, 0.7–0.8 MPa), hold for 5–10 minutes, then rapidly open the pressure-release valve.
This creates a “negative pressure” effect, quickly draining the water and flushing out any remaining wax from the shell.
Next, addressing burnout.
Burnout is controlled mainly by two parameters: temperature and time.
Adjusting these can significantly improve burnout results:
Increase the burnout temperature
Extend the burnout time
If carbon soot persists, one final measure is to open the furnace door briefly during the later stage of burnout and burn for a few minutes—the soot will usually combust and disappear.
What impact does this have on the casting?
Generally, carbon residue leads to rough surfaces or gas holes on the casting.
The user also provided a photo of the casting surface after pouring—see Figure 3.
While this surface may not appear severely flawed, in worse cases, defects can be much more pronounced.
Figure 3: Casting surface resulting from shell with carbon residue.
In summary, paying close attention to gating system design and considering potential dewaxing and burnout challenges upfront can go a long way in ensuring consistent, high-quality castings.




Quality
Precision manufacturing for diverse industrial applications.
Services
Products
393055590@qq.com
+8615912702921