Solving High Rejection Rates in Investment Casting: How to Prevent Shell Leakage in Narrow Slots
In investment casting, even a simple component with narrow slots can lead to consistently high defect rates—reaching 40% or more. This article breaks down the common pitfalls in shell building for small, multi-cavity molds and provides actionable solutions to prevent “bridging” in fine features, improve yield, and ensure consistent quality.
heweifeng
2/8/20263 min read
They Ran Multiple Batches, Yet the Rejection Rate Remains High at 40%
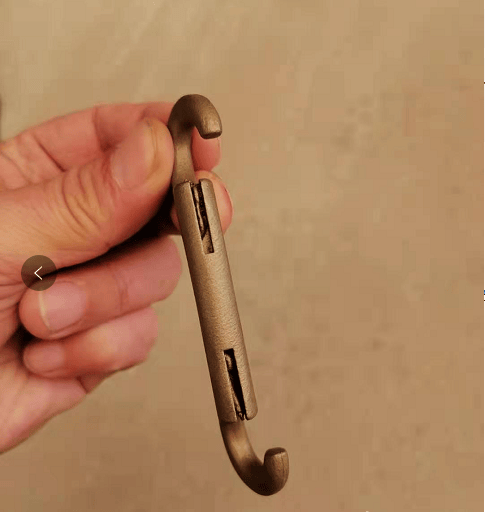
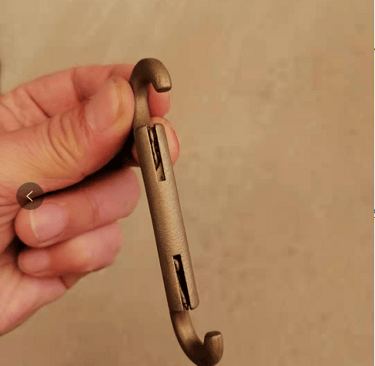
Figure 1: Shell leakage occurring on both narrow slots of the casting
At first glance, this casting looks quite simple—a small part with two symmetrical narrow slots on each side. It doesn’t seem like it should pose significant issues. However, after three production runs at the client’s factory, the rejection rate stubbornly stayed around 40%. So, what went wrong?
For those unfamiliar with the dimensions: this double-hook casting has a diameter of 4 mm, with each slot only 2.5 mm wide. If you’re familiar with investment casting—especially shell building—you’ll understand the difficulty here.
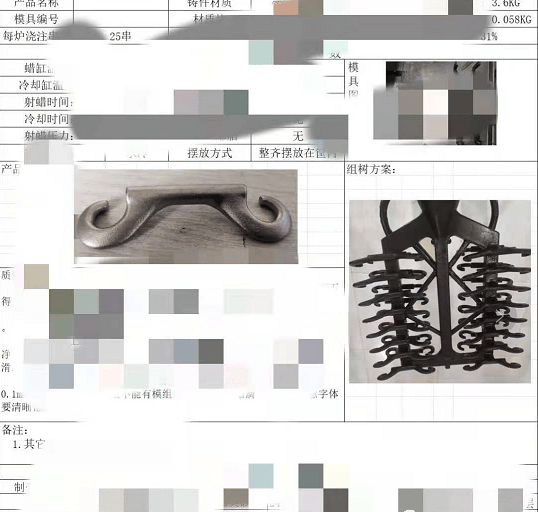
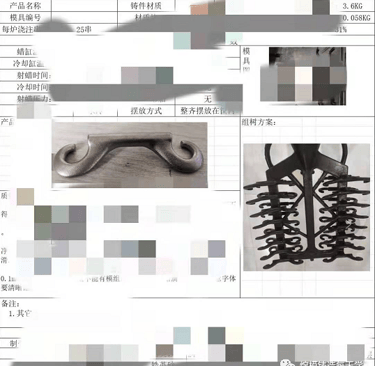
In most foundries, to maximize efficiency, molds are designed to hold as many parts as possible per cluster. Take a look at the layout used here—32 parts assembled in one cluster (see Figure 2).
Figure 2: Mold assembly layout with 32 parts per cluster
This leads me to a broader observation about human factors in manufacturing. An operator might do well focusing on a single task, but when asked to handle multiple items simultaneously while maintaining consistent quality across all—it becomes a real challenge. Most people struggle under such conditions.
Some might ask: if 60% of the parts turn out fine, why not the remaining 40%? The reality is all parts are processed together. Often, due to operational habits and—more critically—lack of thorough attention, minor features like these small slots are overlooked. And that’s exactly where things go wrong.
To be fair, this isn’t solely an operational issue. Process design also plays a role. After reviewing the shell-building and melting procedures provided by the client, I noticed no special instructions for these narrow slots. This suggests either:
The slots were considered insignificant and easy to handle, or
The process engineer underestimated the difficulty of coating 64 narrow slots across 32 parts simultaneously.
The prevailing belief is that quality is built during design, and shell building simply follows the process instructions. Had the process sheet included even a brief note reminding operators to pay extra attention to the slots, results might have been different. That said, this isn’t about blaming anyone—it’s about understanding what happened.
So, can these narrow slots be coated reliably? Like many, I believe if 60% can be done well, the remaining 40% can be too—but not with the current method.
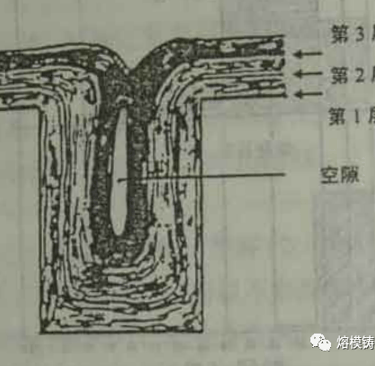
The core issue is “bridging” during shell building: in 40% of the slots, the coating only covers the outside, leaving the interior unfilled with sand (see Figure 3).
Figure 3: Example of bridging in shell coating
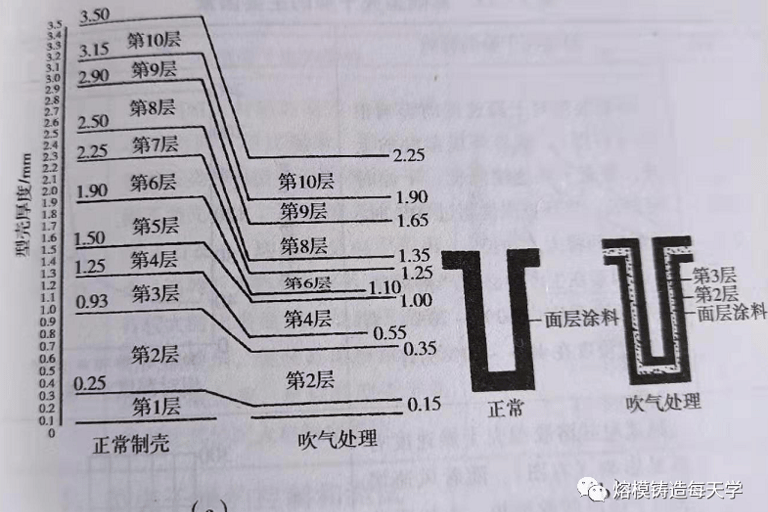
Now look at Figure 4, which shows how thin the shell can be—and what really happens inside those slots.
Figure 4: Shell thickness under normal coating vs. after air-blowing treatment, with detail of slot filling
From Figure 4, you can see that after the second coating layer, the 2.5 mm slot is reduced to just about 1 mm. This is a dual-face-layer casting. When applying the third layer with 0.3–0.6 mm sand, the irregular, rough surface of the sand grains makes it difficult to fully fill the narrow slot, often resulting in bridging. Even if the shell looks fine externally, hidden voids form inside, leading to defects.
Still, the 60% success rate gives us hope. The goal now is to reduce bridging. How? Here are straightforward steps:
After each coating layer, remove loose sand from the slots to create space for the next layer.
Ensure the transition layer sand properly enters the slot without blockage.
For added security, consider manually filling the slots with slurry.
These adjustments can significantly reduce shell leakage and bring rejection rates down.

Quality
Precision manufacturing for diverse industrial applications.
Services
Products
393055590@qq.com
+8615912702921