Solving Shell Spalling Defects in Investment Casting: The Critical Role of Mullite Sand Aging Treatment
Discover the root cause of shell “spalling” defects: unaged mullite sand. This case study explains why aging treatment is essential, shares verified solutions, and helps foundries improve yield and surface quality.
heweifeng
2/7/20263 min read
Today, we are sharing an insightful paper by Teacher Feng Zhenchuan. The purpose of this share is to clarify the real cause of “spalling” defects in ceramic shells: the lack of aging treatment for mullite sand. We extend our sincere thanks to Teacher Feng for his generous contribution.
Abstract:
When newly produced mullite sand is used immediately upon delivery from the supplier, “spalling” defects occur on the shell. The solution is to store the sand for at least half a month for aging treatment before use, after which this defect disappears.
Keywords: Mullite sand, Spalling, Aging treatment
1. Problem Identification
In May 2014, our company’s process—using mullite sand for the primary coat and fine sand layers for subsequent coats—resulted in a high incidence of spalling defects. For some thin-walled products, the defect was unweldable, leading to a scrap rate as high as 33%.
The defect circled in the image is what we refer to as “spalling.” Spalling actually refers to local erosion of the shell’s primary coat, manifested as irregular protrusions on the casting surface. See Image 1 for details.
Image 1: Localized peeling of the mold shell surface layer
2. Root Cause Analysis
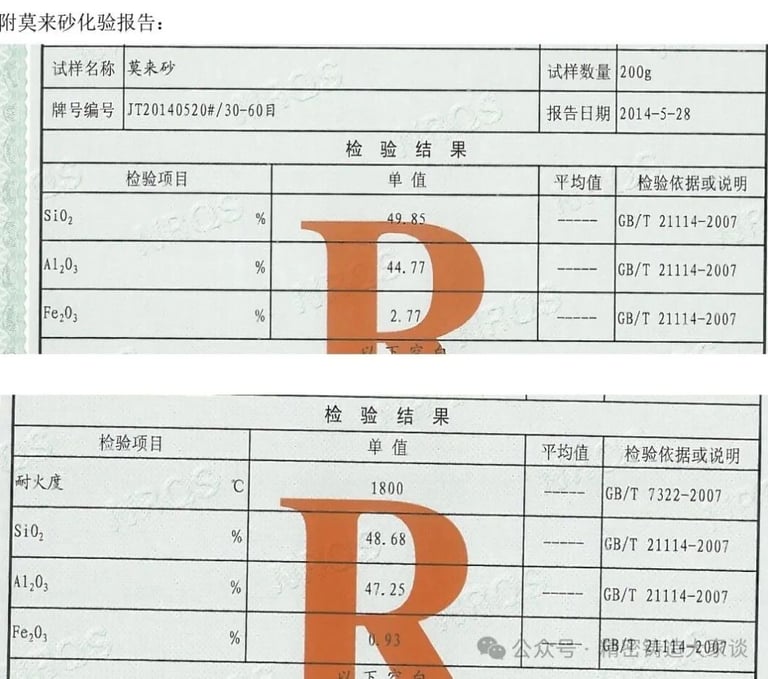
2.1 Influence of Fe₂O₃ Content
When the spalling defect first appeared, we suspected that the Fe₂O₃ content (2.6%) might have exceeded the standard. We switched to another supplier with an Fe₂O₃ content of 0.93%, but spalling still occurred in tests. This ruled out high Fe₂O₃ content as the cause.
2.2 Influence of the Second Fine Sand Layer
Alongside spalling, sand inclusion defects also appeared, delaying delivery. We requested a new batch from the supplier, but the new material still showed spalling. Production could not be halted, so overtime work was necessary to meet schedules.
By sectioning the shell, we found that the inner surface of the shell had been pushed open by impurities after dewaxing, causing spalling on the casting surface. Further observation revealed that products using zircon sand for both primary coats (the second coat adhered to zircon sand) did not exhibit spalling. This indicated that the defect originated from the second layer of fine mullite sand.
The most effective short-term solution was to change the process by replacing the second fine mullite sand layer with zircon sand. Although this improved surface quality and reduced scrap, it increased costs due to the additional zircon sand application.
2.3 Influence of CaO Impurities
Mullite sand is an aluminosilicate refractory commonly used in stainless steel investment casting. Besides the main components Al₂O₃ and SiO₂, it contains minor impurities such as Na₂O, K₂O, CaO, MgO, and TiO₂.
Calcium oxide (CaO), commonly known as quicklime, reacts with water in a process called slaking:
CaO + H₂O → Ca(OH)₂
Unslaked CaO impurities react with the water in silica sol (which is about 70% water), releasing significant heat. CaO also slowly absorbs moisture from the air, forming calcium hydroxide (slaked lime). This slaked lime can further react with SiO₂ in the silica sol to form calcium silicate:
Ca(OH)₂ + SiO₂ → CaSiO₃↓ + H₂O
Trace amounts of properly slaked CaO do not affect silica sol stability. However, unslaked CaO reacts with both water and SiO₂ in the silica sol, promoting premature coagulation. This causes the coating near the CaO impurities to lose strength, resulting in spalling. If the CaO in mullite sand does not fully release stress before shell building, similar issues can occur on the shell’s inner surface.
Based on this analysis, we contacted the supplier and learned that in 2014, due to high industry demand, mullite sand was in short supply. Shipments were often loaded directly after production without warehouse storage—sometimes the bags were still warm during delivery. This meant there was no time for the unslaked CaO impurities to naturally age. The supplier’s feedback confirmed our analysis.
3. Implementation of Improvement Measures
“Aging treatment” refers to allowing a material to undergo natural changes over a certain period to achieve desired properties. For the remaining batch of material with the most severe spalling, we decided to age it to slake the unslaked CaO. We isolated and stored the problematic batch for one month. After this period, we tested one batch first; if no issues arose, we proceeded with large-scale use.
4. Experimental Results
The test results showed that spalling was eliminated, achieving our expected outcome.
5. Conclusion
Extensive testing proved that using mullite sand immediately after production leads to spalling defects. The solution is to store the sand for at least half a month for aging treatment before use, after which the defect disappears. This issue likely exists in other companies within the industry, but the cause may not have been identified before the defect spontaneously subsided. This case demonstrates that mullite powder also requires proper aging treatment.




Quality
Precision manufacturing for diverse industrial applications.
Services
Products
393055590@qq.com
+8615912702921